

Производитель: TMT (Тайвань)
Токарный станок TTВ-20ALM
























Краткое описание
Серия TTB-20 имеет компактные размеры, поэтому может использоваться в ограниченных пространствах. Высокая производительность и точность во время резки и обработки деталей делает эту серию станков популярной среди заказчиков.
смотреть характеристики
- Характеристики
- Комплектация
- Описание
Характеристики
Модельный ряд серии TTB-20:
- Производитель
- Система ЧПУ0i-T
ЕМКОСТЬ ОБРАБОТКИ
- Диаметр обработки над станиной, ммØ560
- Диаметр обработки над суппортом, ммØ400
- Макс. диаметр обработки, ммØ400
- Макс. длина обработки, мм500
- Расстояние между центрами, мм650
- Емкость прутка, ммØ52
- Размер патрона, мм (дюйм)8"
ПЕРЕМЕЩЕНИЯ
- Ось Х, мм200+30
- Ось Z, мм590
ПОДАЧИ
- Ускоренные перемещения (X/Z), м/минX 20, Z 25
- Рабочие подачи, мм/мин10000
ШПИНДЕЛЬ
- Частота вращения шпинделяоб/мин
- Торец шпинделяA2-6
- Отверстие в шпинделе, ммØ66
РЕВОЛЬВЕРНАЯ ГОЛОВКА
- Тип и емкостьBMT-55
- Сечение державки, мм25x25
- Диаметр хвостовика, ммØ40
- Частота вращения приводного инструмента, об/мин4000
- Мощность приводного инструмента (пост./15 мин),кВт2.2/3.7 (3/5)
ЗАДНЯЯ БАБКА
- Тип перемещенияРуководство по эксплуатации
- Перемещение пиноли, мм100
- Диаметр пиноли, ммØ85
- Конус пинолиМТ4
ДВИГАТЕЛИ
- Шпиндель (пост./30 мин.), кВт7.5/11 (10/14.7)
- Сервоприводы осей, кВтХ 3.0, Z 3.0 (X 4.0, Z 4.0)
Комплектация
СТАНДАРТНАЯ
- Система ЧПУFANUC 0i-Т
- Гидравлический револьверV10 (TTВ-20 серия)
- Приводной револьверBMT-55 (TTВ-20M/MY)
- Педаль управления гидравлическим патроном+
- 3-х кулачковый гидравлический патрон8"/10"
- Ручная задняя бабка(TTВ-20L/LM/LMY)
- Система автоматического отключения питанияМ30
- Динамический графический симулятор+
- Функция жесткого нарезания резьбы+
- ИнтерфейсRS-232
- Интерфейс карты памятиPCMCIA
- Ethernet+
- Ленточный конвейер и тележка для стружкибоковое расположение
- Инструментальный ящик и инструменты+
- Руководство оператора+
- Руководство по техническому обслуживанию+
- Система подачи СОЖ+
- Автоматическая система смазки+
- 3-х цветная сигнальная лампа+
- Лампа рабочего освещения+
- Теплообменник электрошкафа+
- Трансформатор+
- Система диалогового программированияManual Guide 0i
- USB интерфейс+
ОПЦИИ
- Гидравлический револьверV12
- СерворевольверV10/V12
- Программируемая задняя бабка+
- Интерфейс барфидера+
- Система привязки и настройки инструментаручная/автоматическая
- Ловушка готовых деталей+
- Конвейер готовых деталей+
- Продувка воздухом+
- Цанговый патрон+
- Сборщик масляного тумана+
- Маслоотделитель+
- Подача СОЖ высокого давления+
- Кондиционер электрошкафа+
- Приводной револьверBMT-55 (TTL-M/MY)
- Педаль управления гидравлическим патроном+
- 3-х кулачковый гидравлический патрон6"/8"10"
- Ручная задняя бабка(TTL-L/LM/LMY)
- Система автоматического отключения питанияМ30
- Динамический графический симулятор+
- Функция жесткого нарезания резьбы+
- ИнтерфейсRS-232
- Интерфейс карты памятиPCMCIA
- Ethernet+
- Ленточный конвейер и тележка для стружки+
- Система смыва стружки+
- Инструментальный ящик и инструменты+
- Руководство оператора+
- Руководство по техническому обслуживанию+
- Система подачи СОЖ+
- Автоматическая система смазки+
- Продувка шпинделя воздухом+
- 3-х цветная сигнальная лампа+
- Лампа рабочего освещения+
- Теплообменник электрошкафа+
- Трансформатор+
- Система диалогового программированияManual Guide 0i
- USB интерфейс+
ОПЦИИ
- Гидравлический револьверV12 (TTВ-20 серия)
- СерворевольверV10/V12 (TTВ-20 серия)
- Программируемая задняя бабка(TTВ-20L/LM/LMY)
- Интерфейс барфидера+
- Система настройки инструментаручная/автоматическая
- Ловушка готовых деталей+
- Конвейер готовых деталей+
- Продувка воздухом+
- Цанговый патрон+
- Сборщик масляного тумана+
- Маслоотделитель+
- Подача СОЖ высокого давления+
- Кондиционер электрошкафа+
- Ленточный конвейер для удаления стружкизаднее расположение
- Автоматическая дверь+
Описание
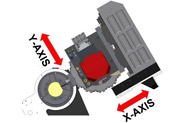
Наклонная станина
- Станина токарных станков оптимизированы посредством FEM-анализа для достижения максимально жесткой конструкции и минимизации термических деформаций
- Станина наклонена под 30 град. Это делает базу станка максимально стабильной и позволяет ему работать без деформаций долгие годы. Также это обеспечивает лучшую эргономичность. Опционально, в серии TTB можно установить конвейер для стружки с задней стороны.
- Серводвигатели непосредственно соединены с ШВП с высоким преднатяжением, чтобы минимизировать тепловые деформации и улучшить структурную жесткость и стабильность.
- Cтанки оснащаются направляющими скольжения. Ускоренные перемещения по осям X достигают 20м/мин., по оси Z - 25м/мин. В серводвигателях используются абсолютные энкодеры для более быстрого и надежного позиционирования.

Шпиндельная бабка
В шпинделе расположены каналы, предотвращающие попадание пыли и грязи. Используются двухрядные подшипники NN в комбинации с упорным шарикоподшипником. Для улучшения передачи мощности используются клиновые приводные ремни.

Направляющие скольжения
В станках используются широкие направляющие скольжения по осям. Тем самым обеспечивается стабильная обработка при тяжелом точении.

Серворевольвер
Станки оснащаются высокоскоростным серворевольвером. В этом случае смена инструмента происходит за 0,2 секунды, с высокой точностью позиционирования и скоростью.

Прямой привод ШВП
Прямой привод ШВП позволяет передавать энергию привода без потерь.

Двигатель серии βР / αР (TTВ-20C)
При работе двигателя серии βР / αР достигается высокий крутящий момент при более низких оборотах.

Приводной револьвер BMT (TTВ-20M/MY)
Жесткая револьверная головка BMT имеет высокий рабочий момент и усиленный механизм зажима инструмента для обеспечения стабильности инструментальной системы в заданном диапазоне интерференций. Револьвер BMT идеален для тяжелых токарных и фрезерных операций.
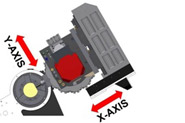
Ось Y (TTВ-20MY)
Наличие оси Y упрощает обработку и обеспечивает большую прямолинейность, а также высокую точность позиционирования.

Функция мониторинга нагрузки (опц)
Система управления FANUC: функция дополнительного мониторинга нагрузки для контроля работы инструмента в соответствии со значением осевой нагрузки, что позволяет заранее определять расход инструмента и эффективно снижать уровень производственных потерь.

Устройство ручной / автоматической настройки инструмента (опц)
Устройство для предварительной настройки инструмента сокращает время наладки и может легко измерять износ инструмента для обеспечения точности обработки.

Ловушка готовых деталей (опц)
Ловушка готовых деталей – это устройство для быстрого сбора готовых деталей.

Панель ЧПУ
Панель ЧПУ можно поворачивать на 900 для облегчения доступа оператора.

Бак СОЖ
Бак СОЖ может выдвигаться спереди токарного станка для легкого доступа при чистке и обслуживании.

Конвейер готовых деталей (опц)
Конвейер готовых деталей совместно с барфидером (податчиком прутка) делают процесс полностью автоматическим.

Заднее расположение конвейера для удаления стружки (опц)
Заднее расположение конвейера для удаления стружки позволяет оптимизировать место в цеху при установке станка.
Шкаф для инструментов
Шкаф для инструментов под панелью ЧПУ предоставляет оператору дополнительное место для хранения инструментов.


